Mekanik Düzleştirme: Zımparalama
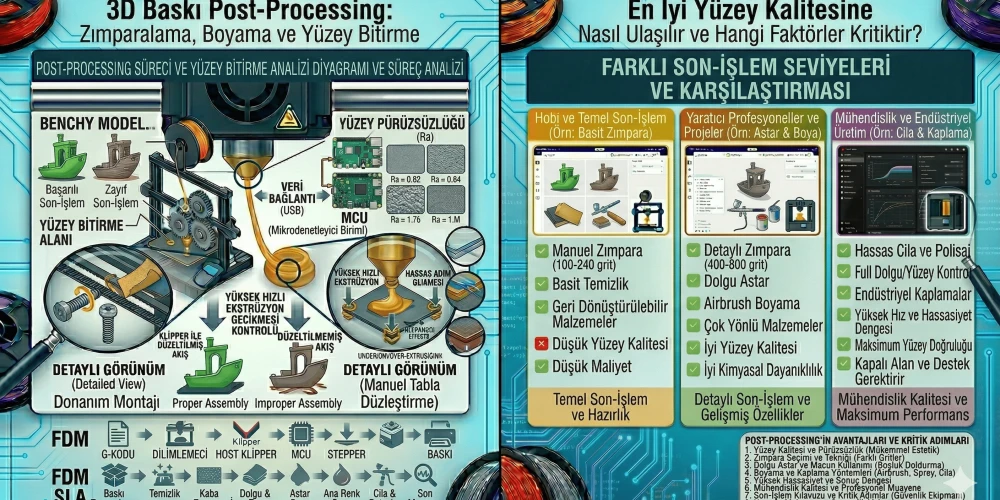
Zımparalama, katman çizgilerini (Layer lines) fiziksel olarak tıraşlama işlemidir. Başarılı bir sonuç için kademeli ilerlemek şarttır.
- Başlangıç (120-220 Grit): Kaba destek izlerini ve büyük çıkıntıları temizlemek için.
- Orta (400-600 Grit): Yüzeyi boyaya hazırlamak ve pürüzsüzleştirmek için.
- Final (800-2000 Grit): Sulu zımpara yaparak ipeksi bir dokunuş elde etmek için.
Macun ve Dolgu Teknikleri
Zımparanın yetmediği derin çizgilerde Dolgulu Astar (Filler Primer) veya plastik macunu kullanılır. Astar, boşlukları doldurarak yüzeyi homojen hale getirir.
Astar ve Boyama Süreci
Profesyonel bir boya için şu sıralamayı takip edin:
- Astar: Boyanın plastiğe tutunması için ince bir kat sprey astar uygulayın.
- Boya: Akrilik veya emaye boyaları ince katlar halinde uygulayın (Tek kalın katman akmalara neden olur).
- Vernik: Boyayı korumak ve son parlaklığı vermek için vernikleyin.
Aseton Buharı Düzleştirme
Bu yöntem SADECE ABS ve ASA için geçerlidir. Aseton buharı, parçanın dış kabuğunu kimyasal olarak eriterek tüm katman çizgilerini yok eder ve ayna gibi bir parlaklık sağlar.
Epoksi Kaplama
Özellikle PLA ve PETG parçalarda cam gibi bir yüzey için **XTC-3D** veya benzeri epoksi reçineler kullanılır. Fırça ile uygulanan bu tabaka, kendi kendine düzleşerek (self-leveling) tüm kusurları örter.
Malzemeye Göre Bitirme Tablosu
| Yöntem | PLA | ABS | PETG |
|---|---|---|---|
| Zımparalama | İyi (Sulu) | Mükemmel | Zor |
| Kimyasal Düzleştirme | Yok | Mükemmel (Aseton) | Yok |
| Boya Tutuşu | Çok İyi | İyi | Orta |
Sonuç
3D yazıcıdan çıkan parça bir ham maddedir; post-processing ise onun ruhudur. Sabırlı bir zımpara süreci ve doğru boyama teknikleri ile 3D baskılarınızı tanınmaz derecede kaliteli hale getirebilirsiniz.