Retract Nedir ve Nasıl Çalışır?
Retract (Geri Çekme), nozzle bir noktadan diğerine boşta giderken (Travel), extruder motorunun filamenti kısa bir mesafe geri çekmesidir. Bu işlem nozzle içindeki basıncı düşürür ve erimiş plastiğin dışarı sızarak "ipliklenme" (stringing) yapmasını önler.
Kritik Retract Parametreleri
- Retract Mesafesi (Distance): Filamentin kaç mm geri çekileceği. En önemli kalite ayarıdır.
- Retract Hızı (Speed): Geri çekme hareketinin hızıdır (mm/s).
- Extra Prime Amount: Geri itme sırasında eklenen ekstra plastik. Baskı başlangıcında boşluk varsa kullanılır.
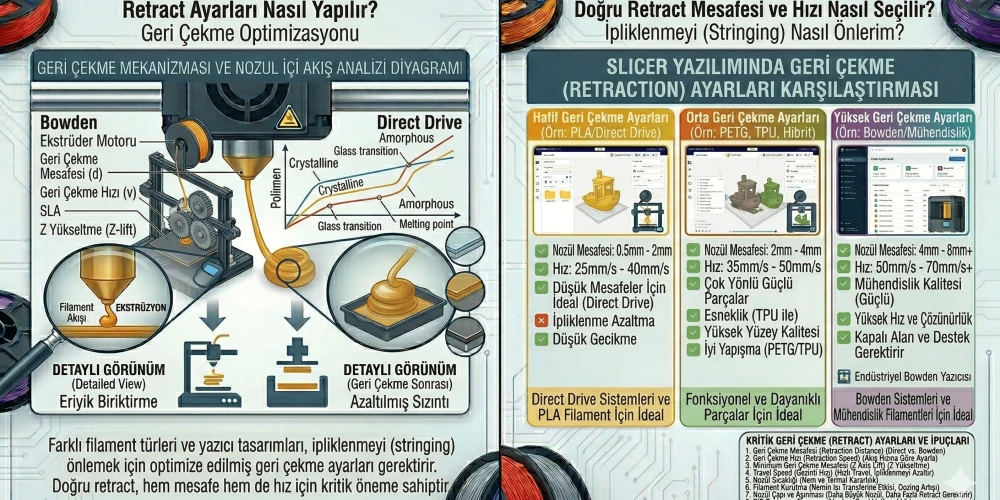
Donanıma Göre Önerilen Değerler
Direct Drive sistemlerde filament yolu kısa olduğu için çok düşük mesafeler yeterliyken, Bowden sistemlerde PTFE tüpün esnemesi nedeniyle daha uzun mesafeler gerekir.
| Extruder Tipi | Mesafe (mm) | Hız (mm/s) |
|---|---|---|
| Direct Drive | 0.5 – 2.0 mm | 25 – 45 mm/s |
| Bowden | 3.0 – 7.0 mm | 40 – 60 mm/s |
Retract Testi Nasıl Yapılır?
Mükemmel değeri bulmanın en iyi yolu bir Retraction Tower (Geri Çekme Kulesi) basmaktır. Bu kule üzerinde her katmanda farklı bir retract ayarı test edilerek ipliklenmenin en az olduğu nokta belirlenir.
OrcaSlicer Avantajı:
Modern slicer'lar (OrcaSlicer gibi), "Calibration" menüsü altında bu test kulelerini otomatik olarak üretir; harici dosya aramanıza gerek kalmaz.
Ek Yazılımsal Çözümler
Retract tek başına yetmiyorsa şu özellikleri aktif edin:
- Wipe While Retracting: Geri çekme sırasında nozzle'ın duvar üzerinde "silme" hareketi yapması.
- Coasting: Çizginin sonuna gelmeden az önce ekstrüzyonu durdurup iç basınçla bitirme.
- Travel Speed: Boşta hareket hızını artırarak sızma süresini kısaltın (150-200 mm/s).
Sonuç
Retract ayarlarını optimize etmek, 3D baskılarınızı amatörlükten profesyonelliğe taşıyan dokunuştur. Yazıcınızın donanım sınırlarını bilin, test kulenizi basın ve ipliklenmeye sonsuza dek veda edin.