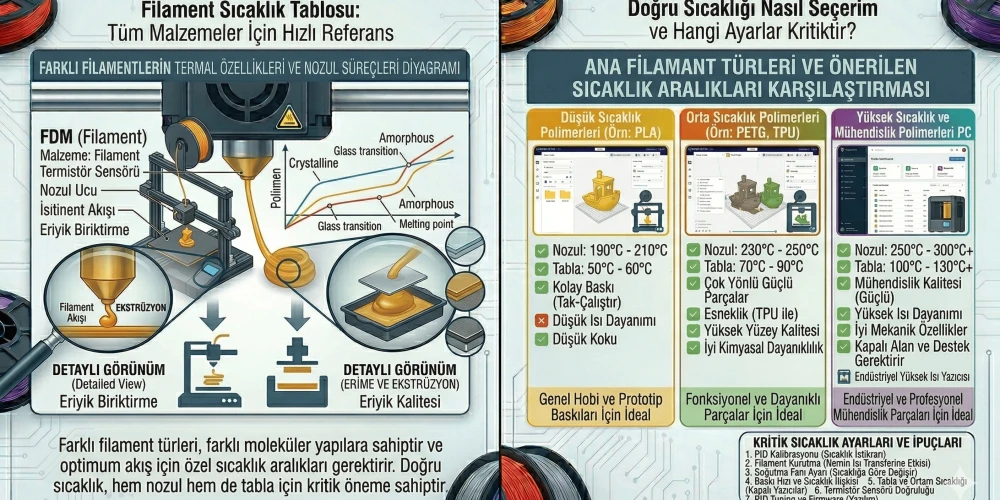
Ana Sıcaklık Tablosu
Aşağıdaki değerler çoğu marka için geçerli olan endüstri standartlarıdır. Yeni bir bobine başlarken bu değerleri baz alabilirsiniz.
| Malzeme | Nozzle (°C) | Tabla (°C) | Hazne |
|---|---|---|---|
| PLA | 200 – 215 | 50 – 65 | Açık |
| PETG | 230 – 245 | 70 – 85 | Açık / Kapalı |
| ABS / ASA | 240 – 255 | 95 – 110 | Kapalı ✓ |
| TPU | 220 – 235 | 40 – 60 | Açık |
| Nylon (PA) | 250 – 275 | 80 – 100 | Kapalı ✓ |
| PC | 270 – 310 | 100 – 120 | Kapalı ✓ |
Not: Bazı "Silk" (İpeksi) PLA varyantları, parlaklıklarını artırmak için normal PLA'dan 5-10°C daha yüksek nozzle sıcaklığına ihtiyaç duyabilir.
Ek Donanım ve Isı İlişkisi
Yüksek sıcaklıklara çıktıkça yazıcınızın donanım limiti devreye girer. PTFE iç tüplü hotend'ler 240°C üzerinde bozulmaya başlar. PC ve Nylon gibi malzemeler için **All-Metal Hotend** şarttır.
Sıcaklık Optimizasyonu
Her makine ve termistör milimetrik farklarla okuma yapar. En doğru ısıyı bulmak için bir Sıcaklık Kulesi (Temp Tower) basmanız önerilir.
- Aşırı İpliklenme (Stringing): Nozzle sıcaklığını 5°C düşürün. ✓
- Katman Ayrılması (Delamination): Nozzle sıcaklığını 5°C artırın. ✓
- Köşe Kalkması (Warping): Tabla sıcaklığını 5-10°C artırın.
Sonuç
Sıcaklık ayarları, 3D baskının alfabesidir. Bu tabloyu bir başlangıç noktası olarak kullanın ancak her filamentin üzerindeki etiketi de mutlaka kontrol edin. Kendi yazıcınızın "karakterini" tanıdıkça, mükemmel baskı ısılarını saniyeler içinde belirleyebileceksiniz.