Doğru Kalibrasyon Sırası
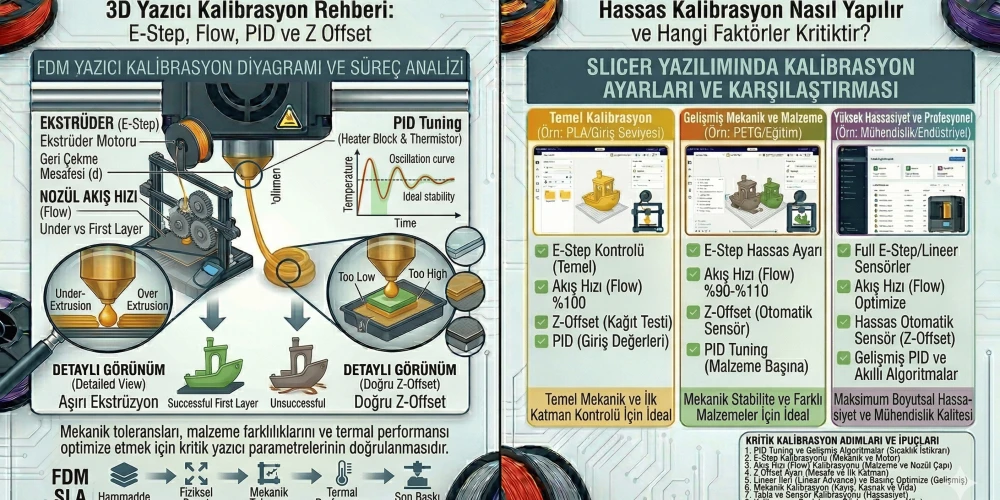
Kalibrasyon adımları birbirini etkiler. Örneğin, E-Step ayarınız bozuksa Flow Rate testinden doğru sonuç alamazsınız. İdeal sıralama şu şekildedir:
1. PID Tuning: Sıcaklık Stabilitesi
Isıtıcılarınızın (nozzle ve tabla) sıcaklığı hedef değerde ±0.5°C hassasiyetle tutması gerekir. Eğer sıcaklık grafiğiniz bir testere dişi gibi inip çıkıyorsa, ekstrüzyon tutarsız olur.
PID_CALIBRATE HEATER=extruder TARGET=2102. E-Step Kalibrasyonu: Mekanik Besleme
Extruder motoruna "100 mm filament it" dediğinizde, kumpasla ölçtüğünüz değer tam olarak 100 mm olmalıdır. Bu donanımsal bir ayardır ve genellikle bir kez yapılması yeterlidir.
Hesaplama Formülü:
Yeni Değer = Mevcut Değer × (100 / Gerçekten İlerleyen Miktar)
3. Z Offset ve Yatak Kalibrasyonu
Nozzle'ın tabla yüzeyine olan mikro mesafesini belirler. İlk katman çizgileri birbirine hafifçe ezilerek yapışmalı, ancak şeffaflaşacak kadar da basılmamalıdır.
4. Flow Rate (Akış Oranı)
Filament markaları arasındaki mikro çap farklarını kompanse etmek için her yeni bobinde yapılması önerilir. Tek duvarlı bir küp basılarak duvar kalınlığı ölçülür.
| Nozzle Çapı | Beklenen Duvar | Akış (Flow) Ayarı |
|---|---|---|
| 0.4 mm | 0.44 mm | %100 (Baz) |
| 0.4 mm | 0.48 mm (Kalın) | %92'ye düşürün |
| 0.4 mm | 0.40 mm (İnce) | %108'e çıkarın |
5. Pressure Advance (Linear Advance)
Hız değişimlerinde nozzle içindeki basınç birikmesini dengeler. Bu ayar yapıldığında, köşelerdeki o çirkin "şişme" (bulging) etkisi ortadan kalkar ve köşeler jilet gibi keskin çıkar.
Sonuç
Kalibrasyon, 3D baskıda profesyonelliğe giden yolun %90'ıdır. Yazıcınızı bir kez doğru kalibre ettiğinizde, artık ayarlar arasında kaybolmak yerine sadece kusursuz baskılar almanın keyfini çıkarabilirsiniz.